*zum Vergrößern anklicken
Our conveyor belt monitoring system provides continuous, real-time analysis of material flow directly on the belt. Contaminants and anomalies are automatically detected, visualized, and documented.
This gives operators valuable insights into the ongoing process, enabling them to take targeted action and improve operational safety and efficiency.
Real-time Analysis of Material Flow
Our conveyor belt monitoring system continuously monitors material flow directly on the belt, detects foreign objects and deviations, and provides immediate information to ensure safe plant management.
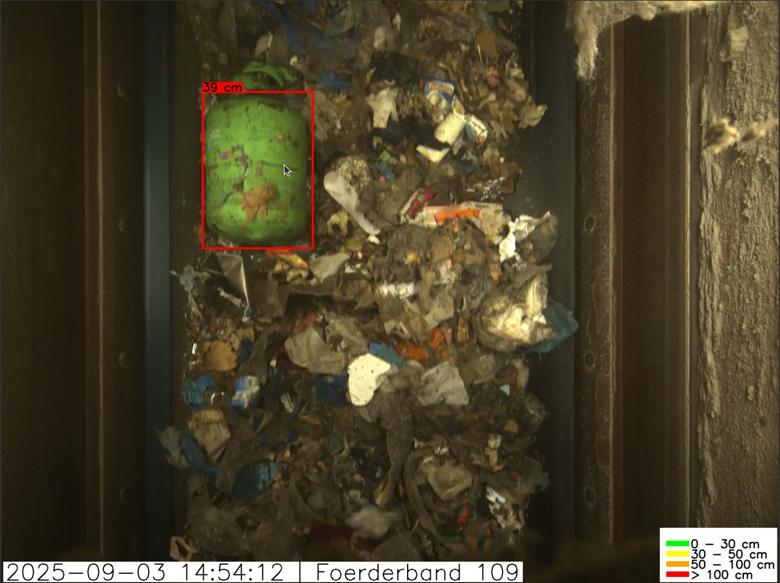
Visualization and Documentation in the Dashboard
All anomalies are automatically visualized and logged, allowing operators to track the process at any time and take targeted action.
Transparency, Safety, and Efficiency
The system provides a clear overview of all processes on the conveyor belt, identifies potential risks early on, and helps operators make quick, informed decisions. This prevents disruptions, reduces response times, and continuously improves process efficiency.
Real-time monitoring of material flows
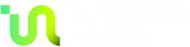
The system monitors the conveyor belt in real time and detects potentially hazardous foreign objects directly via the cameras. Any anomalies are signaled with an audio-visual alert and, if necessary, triggered by system components such as the conveyor belt stop. This enhances operational safety, reduces the need for manual monitoring, and cuts down on maintenance costs. All events are automatically logged and documented.
Waste characteristics
Waste Characteristics: The system continuously evaluates the material composition and any anomalies on the conveyor belt. Deviations are immediately visualized, allowing operators to respond promptly and optimize the material flow. This helps prevent malfunctions, ensure smooth plant operation, and increase efficiency.
Analysis of Material Composition on the Conveyor Belt
The system continuously monitors and evaluates the composition of the material, allowing for direct monitoring of its quality and characteristics.
Detection of Anomalies and Material Deviations
Unusual materials or deviations are automatically detected to prevent disruptions early on and maintain process stability.
Dashboard visualization for quick assessment
All results and anomalies are clearly displayed on the dashboard, enabling operators to respond quickly, track decisions, and efficiently manage material flow.
The optional fire early warning system continuously monitors temperature spikes on the conveyor belt. Critical values are displayed in real time and accompanied by an audible alarm, allowing operators to respond promptly and minimize the risk of fire.
Early Fire Warning – Safety Around the Clock
24/7 Temperature Monitoring Along the Conveyor Belt
The system continuously measures the temperature along the conveyor belt to immediately detect any unusual heat buildup.
Live-Visualisierung von Temperaturspitzen
Temperaturabweichungen werden in Echtzeit im Dashboard angezeigt, sodass kritische Stellen sofort sichtbar sind.
Audiovisual Alerts for Critical Values
If limit values are exceeded, an audible and visual warning is triggered so that operators can respond quickly.
Schedule a one-on-one consultation to learn how our AI solution analyzes your waste streams, identifies risks early on, and optimizes your plant operations.
▪ Our Partners




We develop AI-based solutions for analyzing and evaluating unstructured waste streams. Our goal is to create transparency, optimize processes, and transform waste into a valuable resource.
The research project “Differentiation of Biogenic and Fossil CO2” and the collaborative project “Optimized Control of Waste-to-Energy Plants” are funded by the BAB and the Senator for Economic Affairs, Ports, and Transformation.